… wollte ich hier nen Tourbericht von meiner Junitour mit der GrünenWelle niederschreiben, doch irgendwie passte mir das alles nicht, wie das so aussah, was für ein Aufwand das war, und sowieso.
So ist es nun die Vorstellung eines kleinen Skriptes um solch Berichte semiautomatisiert herzustellen. Bei uns im Büro würde sowas 10tausende von Euro kosten und monatelang dauern – klar, Validation ist wichtig, und Planung auch – doch so viel Zeit habe ich nicht.
Hingerotzt in BASH, laeuft somit ziemlich ueberall. Nix modern, nix Container oder Java. Einfach noch ein Skript, welches mir die Arbeit einfacher macht.
Irgendwo rund um Walsrode. Die Panoramaaufnahmen wirken hier im normalen lieblos Layout einfach nicht. Aus diesem Grund muss was dediziertes für solche Berichte her!„Eigentlich …“ weiterlesen
Das Fuschstückchen schläft den Frühjahrsschlaf – wie jedes Jahr. Dafür muss wieder die GrüneWelle herhalten und Kilometer abreissen.
Geplant war das ja anders: Die neuen Seekarten sind gekauft, das Antifouling steht hier, Holz für ein neues Fuschstueckchen an der Beberich ist beschafft und der Liegeplatz in Daenemark beschlossene Sache. Tja, manchmal kommt es anders, und manchmal als man denkt.
Für mich trotzdem fein – hat mir endlich mal wer die Entscheidung abgenommen ob Radfahren oder Segeln?! – Radfahren.
Seit Wochen scheint die Sonne und nur der häufig kalte Wind laesst einen spueren, das vielleicht doch noch April oder just anfang Mai ist und nicht schon Hochsommer. Der Wind stoert mich aber nur beilaeufig und ich nutze jede freie Zeit um auf dem Rad durch die Gegend zu duesen.
In den Beinen fuehlt sich das fast wie ne groessere Radtour an, auch wenn ich fast jede Tour die selbe Strecke fahre. Ueber die Tage habe ich mir eine gute 100km Runde ausgekundschaftet und ausgebesser, so dass die Runde nun sehr viel Spass und Ruhe bringt. Auf 103km nur ca 2km auf einem Radweg neben einer Landstrasse. Ansonsten nur Trecker, Schlagloecher, Feld- und Schotterwege. An manchen stellen „beruehre“ ich Tourigebiet, wo man dann doch mal Jemanden oder Mehrere Trifft, aber die laengste Strecke fuehrt in Ruhe ueber die Felder, durchs Moor und an verschiedenen Seen, Sandgruben und Tuempeln vorbei: Meine „5 Seen Tour“.
Manchmal kuerze ich die Tour ab oder probiere auch mal andere Richtungen, doch die zur Verfuegung stehende Zeit und das westliche Wasser schraenken die Streckenauswahl etwas ein.
Egal, ich habe in diesem Fruehjahr schon einige Kilometer geschafft und im April sogar etwas über 1000km. Laut meiner eigenen Vorgabe moechte ich dieses Jahr ca. 3000km fahren (pro Monat 250). Klar, das ich auf Grund von Arbeit und Wind/Wetter nicht jeden Monat fahren kann, klar aber auch, dass an einem Stueck abgerissene 3000km auch nicht zaehlen. Ein bueschn Regelmaessigkeit muss schon sein.
Die GrüneWelle macht sich bei all den Kilometern sehr gut (fast 3500km habe ich nun seit September runter). Einzig und alleine nach meiner Januartour hatte ich hinten einen Plattfuss als ich im Maerz wieder los wollte. Das ist alles. Ansonsten bekommt das Rad manchmal den Reinigungslappen und etwas Oel an notwendigen Stellen zu spueren. Teilweise zuckt die Rohloff etwas : (. Das werde ich naechste Woche in der Inspektion checken lassen. Darueber hinaus muessen die Speichen ziemlich viel mitmachen, ich nehm ja wie immer keine Ruecksicht auf Verlusste. Ist schon klasse, was das Rad ertragen kann ohne zu murren. Und, wie man nach den Touren runterhuepft als ob nix waehre (ok, die Beine erzaehlen ne andere Story ;).
Denn Sonntag war es mal wieder sehr anstrengend – und eben nicht nur, weil da echt bannig was los war. Auch der Wind in Zusammenhang mit meiner reduzierten E Unterstuetzung und wahrscheinlich den Kilometern in den Beinen taten ihr uebriges.
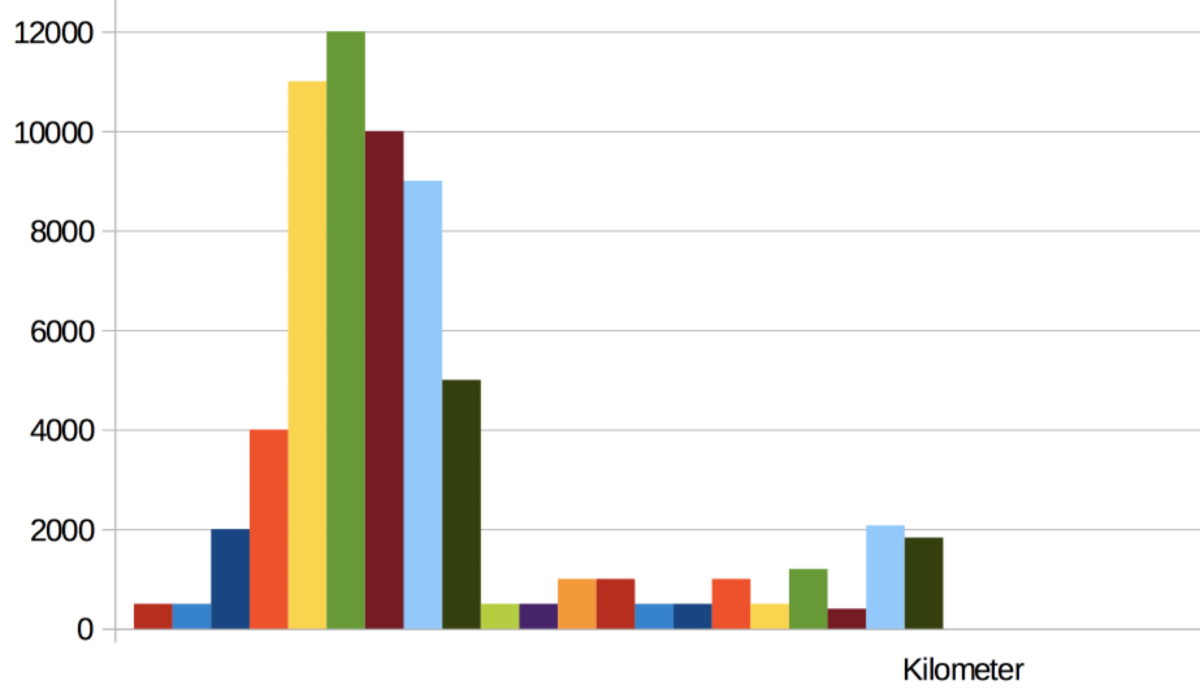
Dafuer sieht das Jahresbalkendiagram aber endlich wieder so aus, wie ich es mag. Die Hoechstzeiten liegen in vergangenen Tagen, das ist klar. Doch ich wollte mit der GrünenWelle ab 2020 einfach wieder mehr aufs Rad, mit dem E das ausbuegeln was ich an regelmaessigem Training nicht mehr habe, einfach wieder mehr Ruhe auf dem Rad und mich dabei etwas bewegen.
Radkilometer ab 2000 – Die „Gute“ Zeit liegt schon lange zurueck, … aber …
Das scheint gut zu klappen. Der letzte Balken ueberfluegelt bald den Vorletzten. Und auch, wenn man das in heutigen Tagen nicht glauben mag – es gibt auch Diagramme jenseits des eigenen Einkommens, bei denen es positiv ist, wenn der neueste Balken groesser ist als die Vorherigen ; -)
Der beste Papa der Welt benötigt eine kleine Erhöhung seines iMacs. Jahrelang benutzte er dafür nen 500er Pack Papier – „Hat genau die richtige Höhe“, sagte er. Vom Weihnachtsgeschenk und den die letzten Wochen allseits umwobenen Diskussionen um die neuen „meisterlichen“ Fähigkeiten des Fuschers angestachelt begann der Wunsch nach einem iMacStänder aus Holz.
Fünfeinhalb Zentimeter. Es ging/geht um Fünfeinhalb Zentimeter. So viel sollte der Rechner höher, schön auf die maximale Höhe auf die Papa seinen Zweitmonitor einstellen kann.
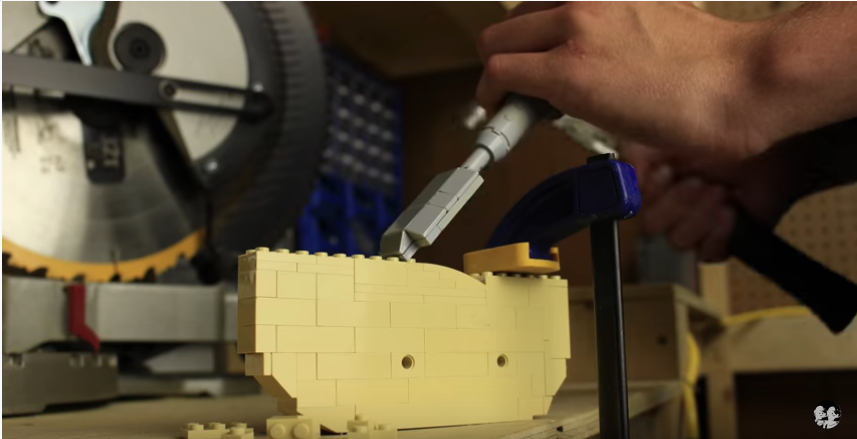
Fuschstückchen angelehnt an blau. iMacStänder aus Eiche.
Meine Idee hierfür war ziemlich schnell klar: Ich bau ihm das was ich selbst immer schon für mich bauen wollte: Einen iMacStänder mit integriertem USB Hub / SD Kartenleser und QI kabelloser Ladeschale. Weiterhin sollte der Standfuss nicht auf dem Ständer stehen, sondern integriert sein.
Nach dem Podest ging es an das Kopfteil. Dazu hatte ich meine Gehirnwindung wohl am meissten glühen lassen. Während der Testphase entstand eine kleine „Demorückwand“ aus Abschnitten. Nur ca 30x30cm, dafür in dem vorgesehenen 27mm Bucheholz. Daran probierte ich den Winkel für das Oberteil, versuchte mich am Zusammendübeln und Leimen – und weil mir das alles nicht herausfordernd ;-) genug war begann ich dann mal mit Furnieren und das auch gleich umme Kurve. Man gönnt sich ja sonst nix als Herausvorderung.
An dem Testkopfteil lernte ich ne Menge, es brachte Bauchgrummeln mit sich und beim Nachdenken über „und das muss ich auf 1,8m Breite bauen…“ wurde mir physisch schlecht. Es startete mit dem Tag an dem ich mehrfach begann und nicht über den Anfangsschiss rüber kam. Ich konnte keine Entscheidung fällen, wie ich etwas angehe und war gelähmt. Ich wusste das kann ja nicht perfekt werden da es mein erstes Mal ist. Holzplatten zusammenleimen, das auf nen Winkel und da auch noch noch ne breite Nut fürs Furnieren eingefräst. Das Ganze zusammen mit Beizen. Schon wenn ich es jetzt selber lese – Man, wie doof muss man sein sich das ohne Erfahrung anzutun? Da hätte ich ggf – wie im Furnierbuch steht – mal mit dem kleinen Furnierbrett anfangen sollen. Oder ggf auch mit direkter-gerader Verleimung, oder vielleicht auch mit Übungen der Flachdübelfräse, die ich vorher noch nie benutzt hatte…
Ja, so denkt man sich das. So ein paar Balken nach einem youDingsVideo zusammengeschraubt und fertig is die Laube,- also das Bett. Kann man natürlich so machen, wäre aber kein Fuschstückchen.
Ein abenteuerlich entstandenes Doppelbett. Sekunden nach dem Aufbau – Es fehlen hier noch 4 i-Punkte.
Das alte Blechbett, welches die Froo mit in die Vorehe brachte gab langsam auf. Für nen gestanden Mann wie mich war es halt nur für eine endliche Zeit gemacht und so war die Blechbüchse auf meiner Seite aus Vorsicht schon mit Holz unterlegt. Hätten wir trotzdem noch Jahrzehnte so drauf rumquitschen können ;-). Die Froo (ja, ok, ich auch) wollte aber nen Neues.
Beim Bau des Doppelbettes benötigte ich an den kurzen Seiten von langen „Dielen“ eine Gratfeder. Die Teile waren jeweils 1,6m und 2m lang. Einfach so über den Frästisch ziehen war da etwas unsicher und auch ungenau.
Schiebeschlitten zum Fräsen von Gratfedern, oder auch Nuten an den kurzen Enden von langen Teilen.
Aus diesem Grund baute ich mir da eine kleine Schiebevorrichtung in der ich meine Dielen einspannen und danach ganz entspannt über den Fräser ziehen kann:
Es ist ein paar Jahre her, da traf ich einen englischen Arbeitskollegen: „Ah, you are the guy with Saufen-Fressen-and-Ficken„. Das muß man sich jetzt mit starkem Akzent von der Insel mit der Königin vorstellen.
Ich war völlig baff,- was sagte der da gerade? Ein Klärungsgespräch brachte die Lösung. Irgendwann gab es wohl mal ne Umfrage, welches Lied einen selbst am besten beschreibt – diese Liste von Songs wurde dann zu einer Playlist innerhalb unserer Abteilung. Datt hatte ich schon ewig vergessen, wahrscheinlich auch aus dem Grund, weil ich die Playlist nie gesehen habe. Die wurde damals auf irgend einer modernen Streamingplattform verteilt mit denen ich ja nichts am Hut habe. Und mit den komischen ideen, die manch Einer zur Teambildung hat eben auch nicht ; )
Ich amüsierte mich sehr über diese Situation und freute mich das ich bei der Entscheidung für einen Song mal wieder sehr einfallsreich war *lach*.
Wer über gutes Wissen der Neunziger verfügt, weiß um welche Band es sich dreht: Die Schröders.
Und was machen die Schröders letztes Jahr? Jau, trotz ewiger Auflösung feiern sie 30 Jahre der Existenz – wie man darauf auch immer kommt, wenn man eigentlich getrennt ist. Egal – da mußten wir hin!
Mehr per Zufall ereilte uns die Partyeinladung.
Und ja, das mit dem erwachsen werden habe ich in meinem Leben bisher voll und ganz versemmelt. Aber auch so ne Sache, die vollkomen egal oder vielleicht auch ganz genau so wichtig richtig ist, wie sie ist.
Ende September letzten Jahres bin ich mal „mal eben“ mit der GrünenWelle in die Lüneburger Heide. Ich wollte einfach noch mal mit dem Rad los bevor es Winter wird und irgendwie wollte ich auch endlich nen richtigen Waldtest mit dem neuen Dreirad.
Die zwei Strecken findet ihr auf komoot: Hinweg und Rueckweg.
Lüneburger Heide!
Bei Nebel ging es zuhause los. Es war noch früh, denn es lagen geplante 130km vor mir.
Windräder im Nebel. Typische Hausrundensicht.
Überaschenderweise fand ich die erste Traumafte Strecke in der Nähe von Sievern, nicht weit von uns. Leider war der Pfad nur einen knappen Kilometer lang bevor wieder dämliche und nasse Straße folgte.