Unter meinem neuen Schubladenschrank befand sich noch eine „Hassschublade“, aus der ich häufiger etwas benötige. Immer wenn ich diese öffnete ärgerte ich mich da sie randvoll mit Schraubendrehern, Maulschlüsseln, Bits und Knarren inkl Zuebhör war. Oben druff noch ein paar Zangen und ein vernünfiges Öffnen und Schliessen dieser Schubalde war eher dem Zufall überlassen als das ein System dahinter steckte – Grrrr.
Abhängen in der Sonne … und vor der winterlichen Fischfreier-Gartenstuhl-Schutz-Konstruktion.
Zuerst dachte ich, ich sortiere alles in meine noch leere fünfte Schublade ein, doch ich muss ja in der Werkstatt mit Platz haushalten, drum fiel mir nach etwas überlegen für die Maulschlüssel ein weiterer geeigneter Platz auf: Im Fenstersims, quasi schräg unter meinem Kleberollenregal und direkt vorm Fenster.
Min Froo hatte Geburtstag und drum mußte was gefuschtes her. Bilder malen kann ich nicht, also hab ich das erste größere CNC Projekt probiert. Neben dem Fräsen aller Teile für das Regal gab es auch diverse Versuche Logos zu fräsen. Ich hab viel rumprobiert und rausgekommen ist eben ein Regal für die kleinen Flaschen mit Keramikmalfarbe der Seemannsbraut.
Nach dem zusammenfuschen ist vor dem Lasern ;-) Alle bisher gebauten Einsätze für die Schubladen sind nun mit dem Laser beschriftet. Für die Schublade mit den metrischen Schrauben war das ne klitzekleine Monsteraktion ;-) aber ich bin froh es jeweils gemacht zu haben, sieht einfach fein aus.
Die metrischen Schrauben:
Metrische Schrauben & Slider für passende Scheiben.Jeweils wechselbare Holzplättchen mit Beschriftung.
Universalschraubenschublade:
Ein kleiner Teil an Boxen fehlt noch.Das Arbeiten & die Entnahme der einzelnen Boxen macht riesig Spass.
Bohrer, Fräser und Bohrzubehör:
Die komplexesten Einsätze für viele Kleinigkeiten.Endlich nicht mehr aus diversen Kisten kramen, Heimat für die Fräser.Bohrer, Bohere & Bohrer. In allen erdenklichen Arten & Größen inkl Slider hierfür.Auch Bohrhilfe, Meisterdübler und Winkelaufsatz haben eine Garage gefunden.
Nägel und Eisenwaren:
Ganz so weit bin ich in dieser Rubrik noch nicht, aber auch hier werden sich großteilig die entnehmbaren Schraubenboxen finden. Muss ich die Tage mal wieder ein paar von denen Produzieren – kam die Tage andauernd was Anderes dazwischen.
Teilweise bleiben die Boxen unbeschriftet, manchmal macht Text keinen Sinn.
Für die Schublade mit den metrischen Schrauben wollte ich einen nicht herausnehmbaren Einsatz haben – so, wie er bei vielen Schubladen üblich ist. Dieser sollte aber ohne Nuten oder Kleber fest in der Schublade sitzen damit er ggf irgendwann mal getauscht werden kann – und ich einfach ausprobieren wollte, ob ich dazu in der Lage bin ;)
In einer Stunde zum Kleinteileinsatz für die metrischen Schrauben.
Ich habe den Einsatz auf der Tischkreissäge gefertigt. Dabei ist die Überlegung wie gross die Kästchen werden sollen, damit ein guter Kompromiss zwischen Füllkapazität und Anzahl der Fächer erreicht wird, die langwierigste Aufgabe. Ich habe mir als grobes Mass 55x80mm inkl Wandstärke (4mm) vorgenommen und das mit einigen Holzstücken mal nachgestellt. Der Füll- und Entnahmeversuch verlief postiv und so blieb es bei diesem Mass.
Die Höhe der Fächer soll 40mm ergeben, dann ist noch genügen Höhe in der Schublade frei um oben drauf noch eine Schiebebox, wie bei der Bohrerschublade, aufzunehmen.
Ich entschied mich bewusst für längliche Boxen, also tiefere, denn breitere. Dies hat verschiedene Vorteile: Ich brauch nicht so viele lange (Schubladenbreite) Teiler fertigen und die Beschriftungsplätchen später, verbrauchen weniger Platz (eben nur ca 50x4mm anstatt 80x4mm). Ja, ich weiss, sehr theoretische Einsparung … aber ich bin halt nen Theoretiker ;) Mehr ind der Praxis spührbar ist eher der geringere Holzverbrauch für die Beschriftungsplätchen – der ist immerhin knappe 0,1qm!
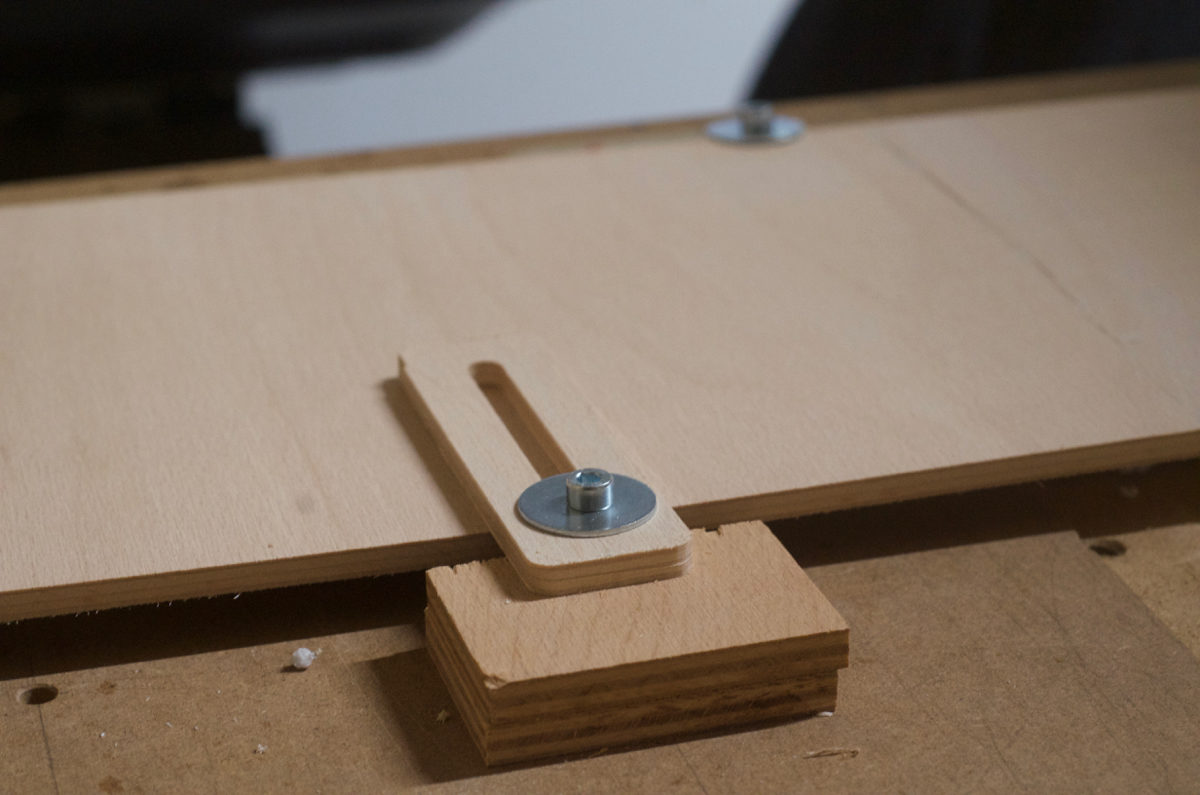
Kleines Holzstücken in Segeblattbreite sichert exakte Nuten.
Damit die Nuten für die „Teilerkreuze“ exakt werden bediente ich mich eines kleinen Tricks, den ich mal bei einem nordischen Tischler gesehen habe – man fertige ein Holzstück, welches exakt so dick ist, wie das Sägeblatt der TKS und bringe es in einen 90 Grad Winkel zu einem Reststückholz (einfach Nut rein) und befestige diese Konstruktion dann auf seinem Schiebeschlitten der Säge.
Zusammengetapt werden alle gleichen teile zusammen genutet indem die vorherige Nut auf den kleinen Holzkeil gesteckt wird = perfekte Abstände der Nuten.
Nun kann man immer, wenn eine Nut gesägt wurde – eben Diese auf des kleine Holzstückchen setzten und erhält in perfekten Abständen eine neue Nut. Natürlich ist das von mir verwendete Holz für die Teiler dicker als mein Sägeblatt :( – Also muss die erste Nut „von Hand“ verbreitert werden, so dass das Teilerholz (bei mir 4mm) perfekt in die erstellte Nut passt. Dann kann man genauso verfahren, wie eben beschrieben. Man muss halt nur zwei Sägeschnitte machen, einmal mit eingelegter Nut rechtsbündig und einmal mit eingelegter Nut linksbündig.
Das funktioniert perfekt, selbst wenn man seine benötigten Rohteile einfach alle zusammen bappelt (tapen tut) und somit alle benötigten Schnitte an allen Teilen auf einmal durchführt (jeweils für horizontale und vertikale Teiler).
Selbst eine große Anzahl von Teilen lässt sich mit einem Durchgang sägen. Hier rächt sich natürlich jede kleinste Unrechtwinkligkeit des Sägeschlittens zum Sägeblatt.
Das sägen dauert somit ca 15 Minuten und fertig is.
Danach Die Quadratur (isses ja gar nicht, sis ne Rechteckatur ;) zusammenstecken und rein in die Schublade. Passt perfekt!
Warum passt das? Als ich die Teiler auf Länge zugeschnitten habe machte ich sie einen Tick zu lang. Danach habe ich sie auf exaktes Mass geschliffen. Ein Tick ist eher 3-5 Zehntel Millimeter als mehr. So konnte ich sichergehen, das ich mit meinen Knickaugen die Säge nicht zu kurz einstelle ;-) Hat super funktioniert. Auf anhieb passte der Einsatz bombenfest in die Schublade und nun sind schon fast alle metrische Schrauben drin verschwunden.
Zusammenbau auf dem Fussboden.
Einen horizontalen Teiler (hinten -rechts) habe um eine Feldlänge gekürzt, damit ein besonders großes Fach für große Schrauben entsteht. Übrigens erst als der Teiler in der Schublade war. Mit der kleinen Japansäge kein Problem,- man muss ja auch nur zur Hälfte durchs dünne Brett, da man ja genau am „Kreuz“ sägt.
Und wie gewollt – ohne Kleben und Nuten in der Schublade hält der Einteiler bombenfest. Einfacher gehts nicht.
Klar, diese Einsätze kann man nicht einzelnd entnehmen, wie bei der Universalschrauben, aber hier ist dies für mich auch nicht notwendig. Hier geht es eher für mich um noch bessere Platzausnutzung in der Schublade als um die Möglichkeit der Einzelkastenentnahme.
Die erste Schublade ist nun komplett mit Einsätzen versorgt. Heute ist der Bretteinsatz für die Fräser und ein wenig W*lfcraft Bohrzubehör entstanden. In ein passendes Brett wurden Ausschnitte, Bohrungen und Taschen gefräst. So habe ich Platz für das Winkelgetriebe für den Akkuschrauber, den Dübelmeister und eine Bohrhilfe. Zusätzlich sämtliche Fräser und Kleinzubehör für Selbige. Auch für die Schraubschlüssel und Kopierringe ist Platz, genauso wie für ein paar Spannzangen.
Passgenaue Fächer für Bohrzubehör und Fräser.
Das ganze ist aus einem Restebrett entstanden und ist wie immer nicht perfekt, war eben gleichzeitig auch mein erstes komplexes Taschenfräsexperiment in Verbindung mit dem CAD für die speziellen W*lfkraftteile – am Ende alles ziemlich passgenau.
Damit kann ich erstmal arbeiten und Spass haben … sollte ich irgendwann mal Verbesserungsgedanken hegen, kann ich nach Änderungen am Rechner das ganze einfach noch mal auf einem neuen Brett ausfräsen – ist ja nur etwas warten ;) – Ca. 1 Stunde haben diese Ausfräsungen mit einem 3,175mm Fräser benötigt. Vor dem Fräsen hatte ich das Brett schon auf Breite (330mm) mit der Tischkreissäge auf Mass gebracht. Auf die Länge von 400mm habe ich es erst nach dem Fräsen gebracht, so konnte ich die Überlänge auf beiden Seiten zum befestigen auf dem Frästisch benutzen.
Die Schublade ist voll … und trotzdem ist da noch Platz … ;.-)
Ich hätte natürlich auch das ganze Brett ausfräsen können – aber das tut ja in dem Fall nicht wirklich not – die zwei (vier) Schnitte kriege ich mit der TKS etwas schneller und auch besser hin (hach, das ich sowas mal schreiben würde ;-)
Bezüglich einer Beschriftung überlege ich noch – bin mir noch nicht sicher ob es dort sinnvoll ist, da ich mir eh nie selbst vertrauen würde was das richtige Loch des Fräsers angeht ;-) Somit werd ich eh immer wieder den Messschieber in die Hand nehmen und den Fräser überprüfen. Hmm, schlafen wir mal ne Nacht drüber ;)
Als nächstes gibt es dann den EInsatz / die Einsätze für die metrischen Schrauben. Auch da bin ich mir noch nicht ganz sicher wie. Aber DAS es was wird, da bin ich mir langsam mal sicher. Auch an Fuscherein kann man Spass haben – auch mit dem Auge.
Es geht voran mit der Schraubenaufbewahrung: In der Zwischenzeit ist der Schubladenschrank für die Schraubenboxen entstanden – wie geplant 100x45x50cm mit fünf Schubladen für verschiedene Dinge: „Nägel & Co“, „Metrische Schrauben“, „Universalschrauben“, „Bohrer & Fräser“ und eine noch nicht genau definierte.
Das erste Ding, welches anschaubar werden sollte – und wurde!
Den Korpus habe ich aus 18mm OSB Platten gebaut, die Schubladen passend zu den Holzboxen in heller Birke. Natürlich ist nicht alles rechtwinklig geworden und ich „kämpfe“ noch mit zwei Schubladen, die schliessen nämlich links nicht ganz bündig mit dem Korus ab. Aber ganz ehrlich – hach, ein Augenschmaus isser schon. Insbesondere mit den stetig wachsenden Einsätzen für die Schubladen ist es ein Spass beim Arbeiten mal nen Bohrer oder mal ein paar Schrauben herauszunehmen. Die Idee mit den leicht aus den Schubladen nach oben herausziebaren Schraubenboxen (durch den offenen Rahmen oben auf den Boxen) war die richtige – das funktioniert perfekt. Einfach mal eben die „3x20er“ Schrauben raus mit auf den Werkplatz nehmen. Jau, sehr fein.
..darunter größerer Bohrer ..
Die Schraubenschublade
Schraubenboxen
Bohrereinsatz, der Obere lässt sich nach rechts schieben …
Dazwischen mal eben die zweite Schublade auf und einen Bohrer aus dem Einsatz geholt – schön sortiert und mit der „Schubladeneinsatz“-Variante hab ich gleich auch alle Bohrer einer Größe am Platz. Bei der vorherigen Version, bei der ich für jede Größe eine Bohrung am Ständer hatte, musste ich an anderer Stelle noch die restlichen Bohrer einer Größe aufbewahren – je Kleiner, desto mehr sind irgendwie vorhanden :-) Ja, auch diese Version der Aufbewahrung fasst nicht alles – aber zumindest alles von mir zur Zeit und hat noch etwas Luft.
Um die Schubladenhöhe etwas besser auszunutzen (von Aussen sollten alle Schubladen gleich hoch sein und dabei waren die grossen Schraubenboxen massgebend) habe ich einen Einsatz erstellt, der auf zwei unten stehenden Einsätzen rutschen kann. Ich habe dabei auf einen extra Stegschlitten, wie einige benutzen, verzichtet. Ich hab lieber den hinteren Einsatz für größerer Bohrer wie Forstner und Co etwas höher gefuscht – der Einsatz rechts daneben bekommt auch eine etwas höhere Wand und so kann sich der Hauptbohrereinsatz fein auf den beiden unten liegenden Einsätzen für weitere Bohrer und Bits hin und her bewegen.
Alle Boxen basieren auf boxes.py, sind aber sehr stark auf meine Bedürfnisse angepasst. Für die Innenwände habe ich die Zinkenanzahl reduziert, habe die generierten Zeichnungen meisst fürs CAM optimiert und auch beim Biteinsatz mal komplett die Aussenwand verschoben um vorne ein randloses „Bithalterbrett“ zu erhalten.
Als nächstes ist der Halter für Fräser und Bohrzubehör dran, der wird insbesondere für Letzteres etwas komplett Anderes – und wahrscheinlich auch gar keine Box im klassischen Sinne, sondern eher ein Brett mit Einfräsungen für die verschiedenen Dinge … mal sehen.
Die Beschriftung habe ich bei den Einsätzen wie bei den Schraubenboxen gelastert – auch hab ich mir den Aufwand gegönnt dies auf den Schubladenfronten zu tun – hach schön.
Schubladenfronten mit Lasergravierten Logos versehen.
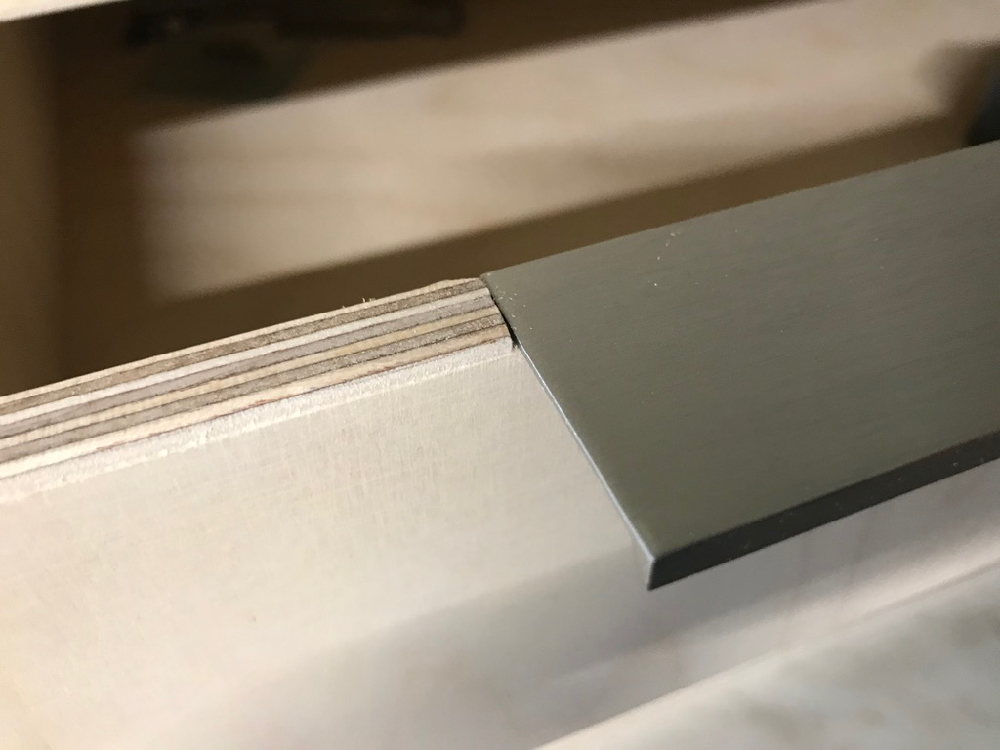
Der besonder Stolz (ja, bin ich, auch wenn das Ding noch nicht perfekt ist) gilt aber den eingelassenen Auszugsgriffleisten. Die sind als „U“ geformt und liegen oben auf der Schubladenblende und hinten an der Blende auf – Tja, aber nicht bei mir: Auf beiden Seiten sind sie passgenau eingelassen und schliessen bündig ab. Die Fräsungen sind per Hand mit der Oberfräse und nicht mit der CNC Maschine entstanden.
Die Griffleisten sind passgenau eingelassen.
Insgesamt ein sehr feines Zusammenspiel zwischen der TKS, den kleinen Einhandoberfräsen, dem kleinen Frästisch und der CNC Maschine – Ja, klar, meine Lieblingsmirka war auch beteiligt ;-) Und ohne digitales CAD ging auch nicht wirklich was .. ist also für jede Tageszeit etwas dabei.
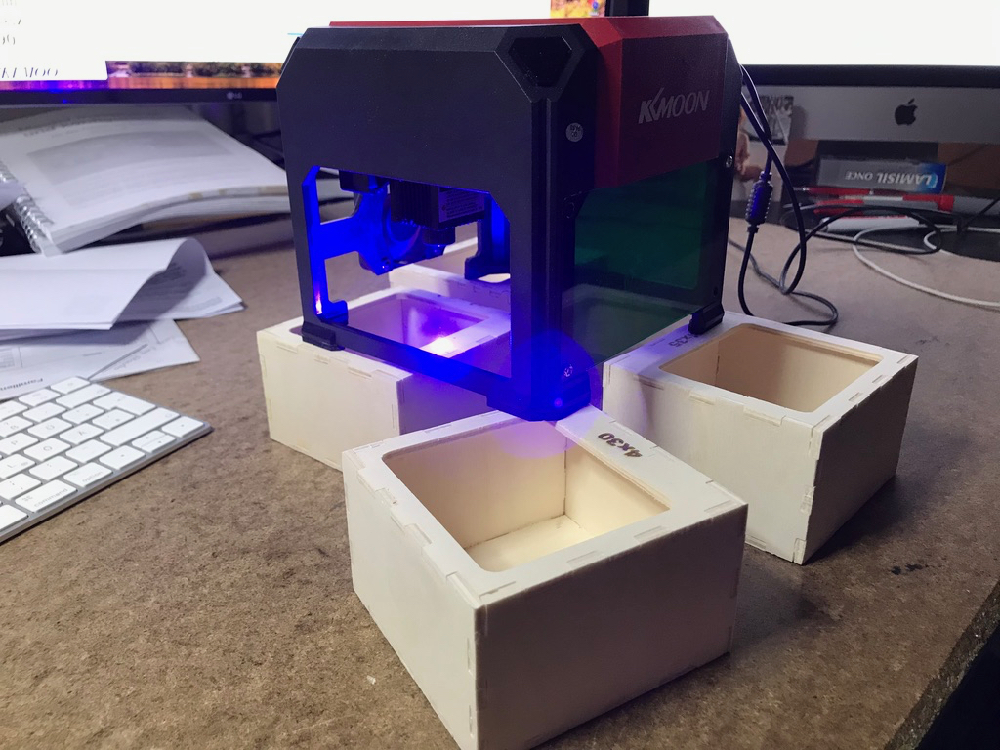
Übrigens hat sich zum beschriften wieder dieses kleine China-Lasergravierer-Gatget bewährt – da man es überall draufstellen kann ist es einfach verdammt flexibel – und für die Beschriftungen langt die Graviergrösse von 8x8cm allemal – und die einfach Software sowieso. Geht sicherlich alles geiler, aber Preis & Nutzen find ich unschlagbar.
Das Schubladenfront-Beschriftungssetup. Im zusammengebauten Zustand schön beschriften.
Das war nun nach dem großen Schrank neben dem Brennofen der erste Schubladenschrank der mir in den nächsten Jahren mit den Augen wirklich Spass bereiten soll. Und bisher tut er es. Ich hab wie gewöhnlich viel gefuscht und muss auch noch etwas nachfuschen, aber wie geschrieben ist das Ding fein, seeeeeehr fein und jeder weitere passgenaue Einsatz macht Spass den nächsten zu bauen. Und beim Kleben Dieser gerate ich fast in einen Zenzustand, wenn auch häufig fluchend ;-) … so kleine Kleberein sind nix für den Fuscher *lach* eher gern grosse Sauerein ;-)
Ich berichtete ja, das ich etwas für meine CNC Fräse zu tun brauche – also hab ich mich an das Projekt Schraubenaufbewahrungsboxen gemacht. Dies brachte nicht nur Erfahrungen für das eigentliche CNC fräsen, sondern selbstverständlich auch im zugehörigen Worflow – insbesondere Design.
Ich hab die Gehäuse weiter mit makercase.com erstellt, bei boxes.py steckt einfach zu viel Nachbearbeitung drin um die „geschleiften Ecken“ raus zu bekommen. Zusätzlich zu den Boxen habe ich nun einen Träger aus einem makercase.com Design erstellt mit dem man bis zu sechs Normalboxen einfach zum werkeln transportieren kann. Das Ding hat einen klappbaren Henkel um ihn später auch in einer Schublade unterzubringen.
Die bisherige Boxensammlung inkl Träger.
Bei dem Design konnte ich gleich die ersten Taschen fräsen – Flächen, die innerhalb des Werkstücks auf bestimmte Tiefe ausgefräst werden. Die brauchte ich für die kleinen Scharniere – das geht sehr fein, selbst mit Rundungen an den Scharnieren – man muss es halt nur korrekt designen ;-). Leider ist die Z-Achse des Fuschers Fräse ja nicht Rechtwinklig zur Y Achse – so sind wirklich plane Fräsungen nicht möglich – doch für den Zweck langt es. Ich ärger mich trotzdem.
Die Mini. Auch zwei Millimeter breite Holzstege lassen sich fräsen – Teile für 6 Stück passen auf A2.
Einige Boxen sind auch schon gefertigt – die Teile designen und ausfräsen sind zwei Sachen, eine ganz andere Sache ist aber das Zusammenkleben der kleinen Dinger mit Fingerzinken … man man man … mit Geduld und Ruhe … genau das Richtige für mich *lach* ;-)
Die Fertigungsstraße ;)
Der Anblick entschädigt aber sehr für die Mühe. Ich freu mich schon auf den Endausbau. Ich denke ich werde zwei Schubladenauszüge mit solchen Boxen bestücken, was ungefähr 60-70 Stück entspricht. Warum ungefähr?
Ich habe bisher vier Größen erstellt, die zueinander im Zusammenstellen „kompatibel“ sind:
Mini – 10x5x3 cm
Klein – 10x10x3 cm
Normal – 10x10x6 cm
Gross – 10x15x6 cm
Eine Schublade wird dabei 9×4 Normalgrössen fassen, so dass der Schrank eine Aussengröße von 100x45cm haben wird. Der Schrank bekommt dann 5 Auszüge wobei zwei mit solch entnehmbaren Boxen bestückt werden. Eine weiter Schublade ist für Bohrer und Fräser reserviert. Die restlichen Beiden bekommen sicherlich feste Aufteilungen für Kleinteile die ich nicht so häufig benötige und auch nicht als Sammlung herumtragen muss.
Feines Entnahmegefühl ;-)
Beim heutigen Korpusbau für den passenden Schubladenschrank hatte ich gleich viel mehr Spass an der Entnahme der Schrauben aus der Box ;) – Sind einfach ein Augenschmauss mit der Laserbeschriftung. – hey gelesen?! Ich hab AUGENSCHMAUS produziert, ich als Fuscher! Jawoll! Ich bin jedenfalls mehr als sonst zufrieden mit mir und freue mich morgen die Schubladen in Angriff zu nehmen. Der Korpus steht fertig an Ort und Stelle.
9×4 Normalgrößen: Ein Schubladenauszug.
Die Datein für die Boxen reiche ich auf thingiverse.com nach, oder – falls ich es vergesse – einfach kurze Mail an mich ;)
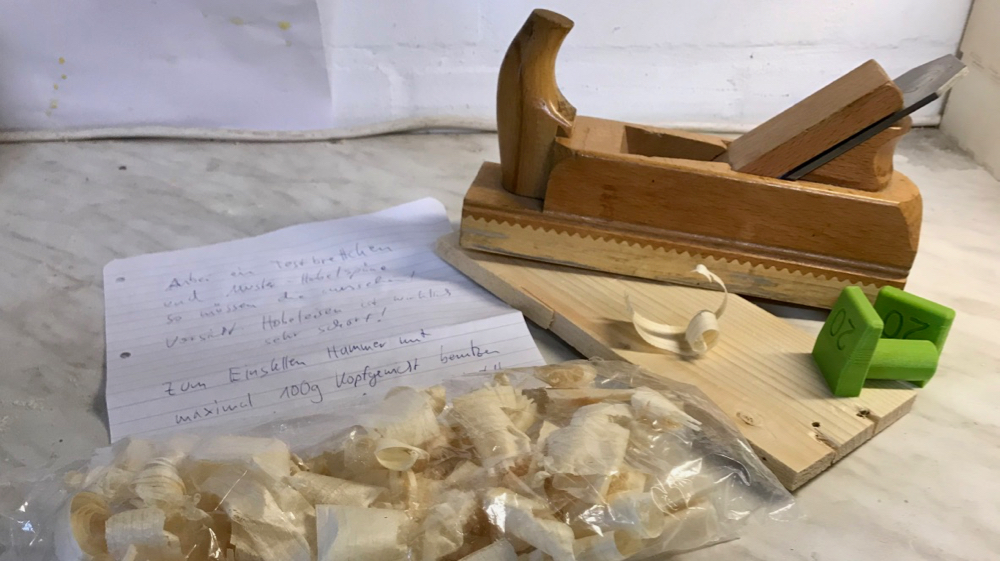
Der Fuscher hat nen Hobel gewonnen! Tja, nu muss ich wohl auch endlich ans Hobeln ran, nützt ja nix ;-)
Im Dezember wies Wolfram von holzundleim.de auf einen Holzwerker hin, der in Übersee sein ganzes Hab und Gut verloren hat. Der große Waldbrand hatte bei ihm zugeschlagen. Wolfram lobte einen Hobel zwischen denjenigen aus, die ihm eine kleine Spende zukommen lassen. Naja, ich hab halt eine Kleinigkeit nach Übersee gespendet und wurde am Ende dann belohnt – Ich hab ihn gewonnen!
Sven hat nun nen Hobel ;)
Heute kam das liebevolle Paket mit Demohobelspähnen ;-) und dazu noch zwei 3D gedruckte Stopper fürs 20mm Lochsystem bei mir an. Echt fein – und tatsächlich konnte ich durch die kleinen, warmen Worte von Wolfram den Hobel einstellen und habe nen Spahn ähnlich den Demospähnen hinbekommen. Ich bin begeister!
CNC Tag zwei: Ich mag ja nicht Üben, Testen und auch „sinnlos“ Spielen – Ich will es immer live. Ich will nen Vortrag auch nicht vor Leuten üben, denen ich den Vortrag nachher nicht erzähle – das alles Tüddelkram, dann lieber live merken dass das Tünnef ist, was man erzählt und beim nächsten Mal besser machen. Also auch beim CNClern – Ran an die Produktion!
Meine Schraubenecke wurde die letzten Wochen ja strukturiert – sie ist aber weiterhin weder schön noch wirklich effezient in der Platzausnutzung. Also warum nicht da was machen: ca 20 verschiedene Schrauben haben ich für meine Holzfuscherein im täglich Zugriff – also eine perfekte produktive Sache um die CNC Maschine auszuprobieren.
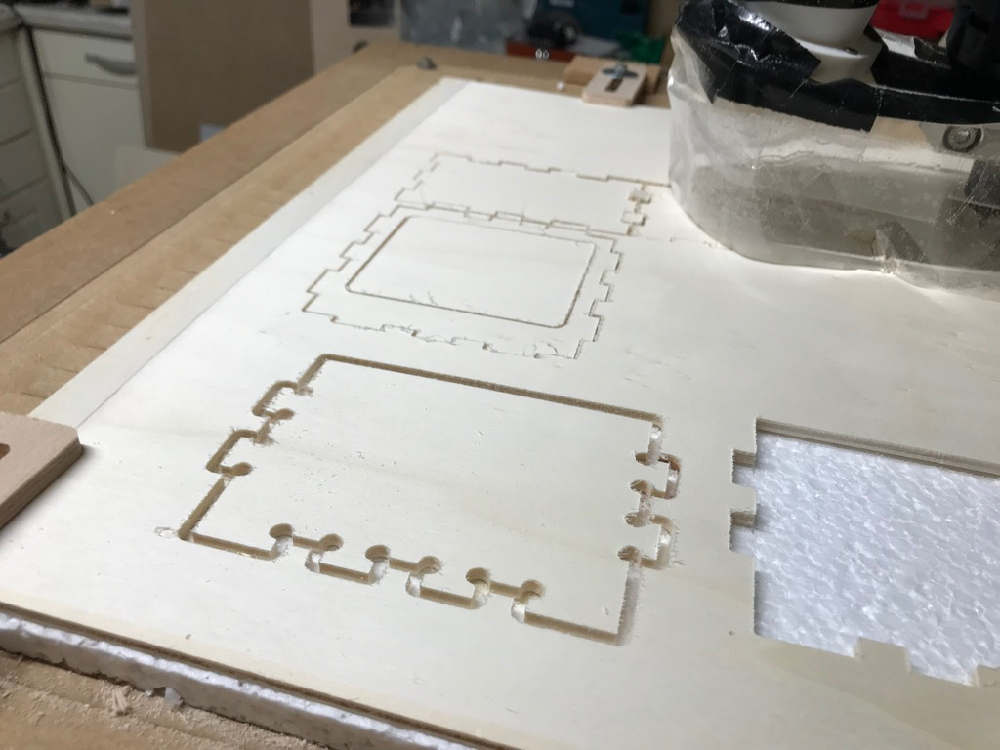
Vorne: Mit 3mm Fräser, Hinten: Mit 1mm Fräser. Die Designs von boxes.py Überfräsen die Innenecken. Das sieht scheisse aus und ist bei Pappel, 4mm auch nicht notwendig.
Für das Boxendesign gibt es verschiedene Skripte und auch Webseiten um die 2D Zeichnungen im SVG Format zu erstellen. Zuerst versuchte ich boxes.py, doch damit komme ich bisher nicht klar – die Ecken sind geschwungen designed und das sieht scheisse mit der Fräse aus (siehe Foto oben). Auf die Schnelle hab ich das auch nicht im Design berichtigt bekommen, werde mich aber noch mal drum kümmern, denn boxes.py hat viele klasse Designs – viel mehr als nur normale Boxen!
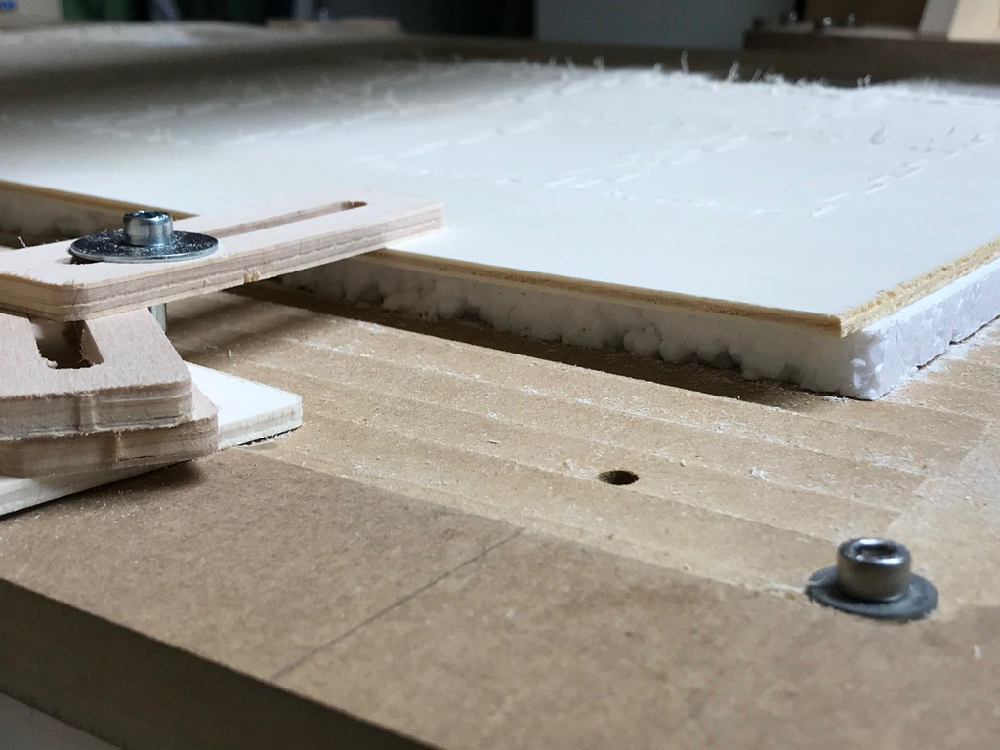
Links die als erstes gefrästen Holzteile zum Befestigen des Holzmaterials, hier: Pappelsperrholz 4mm. Darunter Styropor um die Platte der CNC Maschine zu schützen. Bei den Holzteilen sieht man gut die „Anbindungen“ vom Ausfräsen, damit das Werkstück nicht rausbricht – das geht bei Buche viel besser als bei der Pappel – da brachen die Teile auch bei einer Anbindungsbreite von 2mm auf gesammter Höhe ständig raus.
Daraufhin nahm ich makercase.com, nur einfache Boxen und auch anders als ich eigentlich wollte: Ich stellte mir ne Box oben offen vor – das geht da aber nicht. Naja egal, man kann aber Ausfräsungen im Deckel vornehmen und so entstand die jetzige Form. Ich wollte oben eh einen Steg zum Beschriften und auch zum „aus der Schublade herausnehmen“ haben, denn die Schraubenboxen sollen nachher in Schubladen gelagert werden, wo 3 Boxen hintereinander stehen. Ich bekomme auf einen Meter Schublade später ca 30 Schraubenboxen, da ich für mein „Standardformat“ 100x100mm gewählt habe. Die Boxen sind in 30mm und 60mm Höhe – darüber hinaus kommt morgen noch ein Maxiformat von 100x150mm, für sehr grosse Schrauben. Die Größe der Boxen und des Ausschnitts erlauben mir ein beques Entnehmen der Schrauben und darüber hinaus haben sie in etwa das Fassungsvermögen der Originalverpackungen. Bei kleinen Schrauben komme ich damit sogar vielfach besser an die Schrauben als bei den kleinen Pappkartons, die ich andauern auskippen muss um an die Fitzelschrauben zu kommen ;)
Serienfertigung. Teile für drei Boxen in einem Fräsgang. Ich denke die gebrauchten 15min sind seeeehr langsam für ne CNC Maschine, aber was solls: Nichts macht der Fuscher lieber als anderen bei der Arbeit zu zu schauen ;)
Meine Erfahrungen am zweiten Tag CNC:
Auch Vorlagenarchive bergen manchmal Hindernisse / können nicht 1:1 verwendet werden. Ein 2D Zeichenprogramm ist unabdingbar.
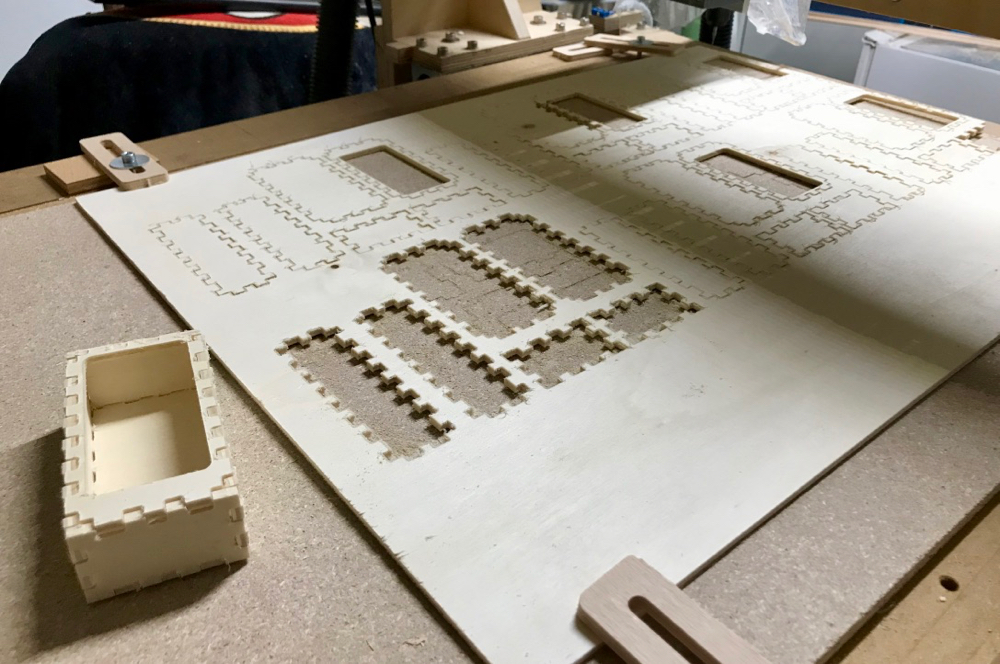
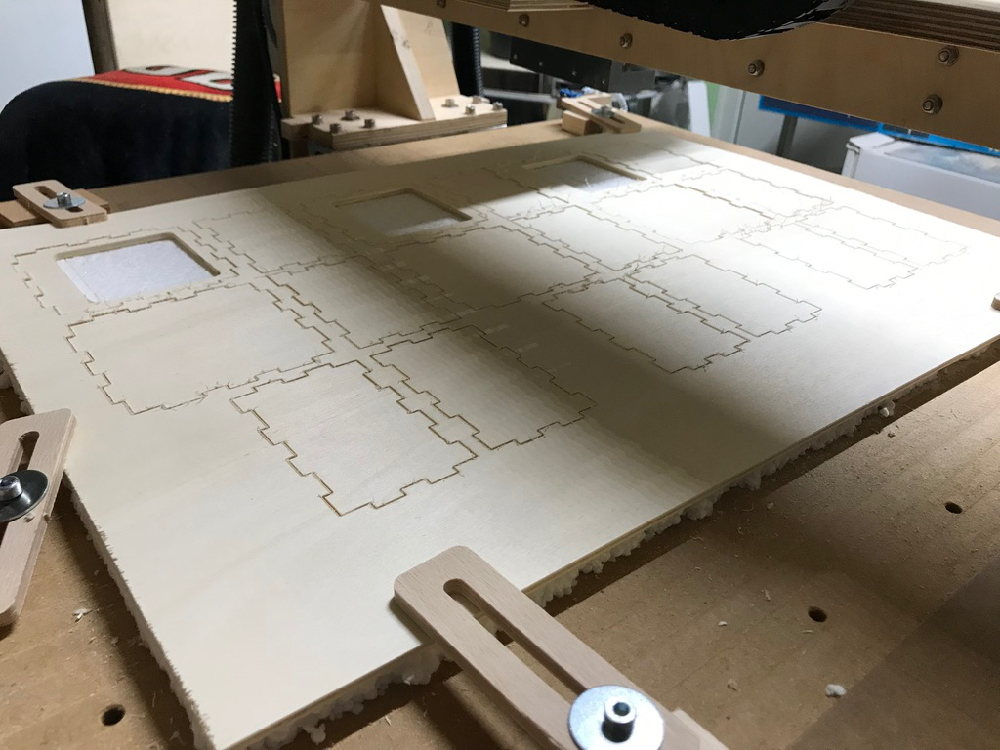
Sei nicht zu effizient mit der Werkstückaufteilung! Zwischen den Werkstücken sollte so viel Material stehen bleiben, dass das Material nicht bricht, vibriert und/oder die Werkstücke rausbrechen. Ich hab alle generierten Zeichnungen bearbeitet und Zwischenräume für die Werkstücke geschaffen. Je nach Fräserdurchmesser ist das eh notwendig, da beide oben genannten Generatoren eher für Laser Cutter gedacht sind.
Das Material aus dem die Werkstücke gefräst werden muss vollflächig plan sein! Das ist mit meinen 4mm KackPappelSperrholzplatten nicht möglich, die sind einfach gewölbt. Dadurch habe ich einige Teile verloren, da beim Verfahren die Werkstücke zerschnitten wurden oder Teile heraus“sprangen“ und sich zwischen Frässspindel und Restwerkstück verkanntet haben. Wieder ein schöner Beweiss, das man auch bei einem 1mm Fräser nicht seinen Finger dazwischen haben will!
Schon fast ne Box. Auf Grund des gewölbten Materials hat der 1mm Fräser mal eben die Werkstücke zerteilt!
Sich wölbende Werstücke somit an mehr als vier Stellen befestigen – ich hab nachher tatsächlich die Mitte meiner Sperrholzplatten runtergedrückt – zwar immer HINTER dem Spindelweg, aberdas ist trotzdem kacke: Ein Vakuumtisch muss her, das Ding wird nicht lange auf sich warten lassen, dieses Wölben von dünnem Material ist einfach nervig.
1mm Fräser geht durch 4mm Pappelsperrholz auf einen Fräsgang – goil! Hab ich mich bei der Buche und dem 3mm Fräser nur 3mm pro Fräsgang getraut hab ich heute gedacht: Scheiss drauf, dann bricht der Fräser halt ab, aber halbe Fräsgangzahl gleich halbe Zeit! Also: Mal ausprobieren, was geht – klar: Bei Hartholz geht weniger als bei diesem schon mit Schimpfworten benannten Pappelsperrholz ;-)
Beim 1mm Fräser kann die Abrundung, die in gefrästen Innenkannten entstehen zumindest bei Pappelsperrholz ignoriert werden. Ein „Überausfräsen“ der Ecken ist nicht notwendig, damit die Teile nachher zusammenpassen.
Serienfertigung. Rechts die Prototypbeschriftung *würg*. Lasern ist angesagt – nicht gegen Falten, sondern für die Beschriftung.
Das riesen Potenzial der Kiste liegt – wie klar war – bei Serienproduktion! Mal eben im Estclam die 2D Zeichnung der Werkstücke gedreht und multipliziert (wenige Klicks) und schon mit einem „Start“-Klick auf dem CNC Computer Teile für drei Boxen gefräst und somit die Sperrholzplatte gut aber nicht ZU gut ausgenutzt ;-)
Styropor als Unterlage, damit die Holzplatte der Fräse nicht beim Durchfräsen beschädigt wird funktioniert – ob das wirklich von Vorteil oder Nachteil ist, da bin ich mir noch nicht sicher.
Das Aufwändigste bei der Herstellung der Boxen ist das Verleimen der kleinen Zinken – man man man ;-) Der Schleifgang mit der Mirka ist wirklich Nebensache und macht viel mehr Spass.
Das China-Laser-Gadget verrichtet grandios seine Arbeit – auch mal auf einer schon zusammengebauten Box.
Nachdem ich meine Prototypbox mit meinem Beschriftungsgerät die Schraubengröße „aufgehaucht“ hatte gab es eine Schriftsätzerdiskussion mit der Froo ;-): Die Buchstaben sind größer als die Zahlen (warum auch immer bei diesem Gerät) – das geht ja man gar nicht! Recht hat Sie und ich hau noch einen drauf: Klebebeschriftung macht die ganze schöne Box „kaputt“. Nützt nix, muss mit dem kleinen China-Gadget-Laser-Gravierer beschriftet werden und das funktioniert einwandfrei. Ich bin von dem kleinen günstigen Ding echt begeistert. Beschriftung gelasert gibt einen feinen Ecffekt bei geringfügigem Aufwand – passt einfach zu Holzfuscherein.
Vorher …
Klar auch beim Gravieren hab ich ein paar Fuscherein hinterlassen, aber was solls. Ganz ohne Fuschen geht es bei mir ja nicht – auch nicht beim Zusammenbau der Boxen selbst ;-) – Aber ich schieb es mal auf das feine Pappelsperrholz ;) Ggf mach ich die jeweiligen Boxen auch irgendwann nochmal, wer weiss schon wie das moren am Tag drei ausgehen mag?!
Insgesamt bin ich doch sehr zufrieden was am zweiten Tag mit des Fuschers Fräse so möglich war und ich freue mich auf die nächsten Abende die Produktionsreihe zu beenden und dann auf der Tischkreissäge die Schubladen anzufertigen. Man muss nicht alles auf der CNC machen …. außer man hat genug Verfahrensweg *grins*.
Der Frickler hat ja schon lange eine und frickelt damit so vor sich hin. Nun hat es der besagte Fuscher hier auch nicht mehr ausgehalten und sich eine CNC Maschine zugelegt.
Seit wahrscheinlich Jahrzehnten kribbelt es in den Fingern, … aber man kann ja nicht alles haben: …DOCH!
Einmal CNC bitte. Aber mit etwas Verfahrweg wenn es geht, bitte.
Gebraucht, aus MDF, etwas schief (Z-Achse) aber dafür inklusive altem Rechner und zum sofort loslegen. Für selbst Basteln fehlt mir die Ausdauer – Man berichtet von wenigen Monaten bis einem Jahr bis so ein erster Selbstbau steht. Es kommen eh viele neue Dinge bei einer CNC Maschine auf einen zu, da ist der Selbstabau wohl was für Frickler, – nicht aber für Fuscher ;-)
Erste Fräsungen, vierter Fräser ;-)
Passte mit Abbau von Zwei Schrittmotoren gerade in den Kombi. Verfahrensweg ca 800mm x 500mm. Gross ist sie etwa 150cm x 80cm mit ausladenden Schrittmotoren. Sieht schon imposant aus, das Maschinchen ;-) Nach 10 Minuten Erstbetrieb wusste ich aber worüber die CNCler reden, wenn sie sagen das solch Machinen fusch sind (also perfekt für mich ;-). Das Ding ist weder Steif noch gerade und wirklich still stehen tut es auch nicht … aber egal, genauer als ich mit der Stichsäge kann sie auf jeden Fall arbeiten. Das haben die ersten zwei Fräsgänge ergeben – drum ich bin begeistert!
Diese kleine Holzstücke mit durchgehender Nut in der Mitte wurden als erstes gefräst. Wie beim 3D Drucker: Die ersten Teile braucht man für die Maschine selbst ;)
Es ist ja nicht nur der eigentliche Akt (war es noch nie!). Das Vorspiel ist wichtig und erfordert genauste Erfahrungen. Ohne Üben ist da nix … und drum war ich umso mehr begeistert, das meine zweite Fräsung kein irgendwo runter geladenes, vorgerfertigtes Etwas war, sondern eine zusammenhängende, eigens erstellte Form – EIn Schriftzug mit überlappenden Buchstaben.
Ok, bevor die ertse Fräsung (4x Holzstücke zum Festklemmen des Werkstücks) fertig war hatte ich die ersten drei Fräser abgebrochen *lach*. Dafür war ich unverletzt und die Maschine auch!
Zweite Fräsung: Schriftzug ausfräsen.
Die zweite Fräsung lief dafür einwandfrei, und der Schriftzug war um einiges komplexer als die vorher gefertigen Holzklötzchen mit Schlitz. Und bis hierher war nur 30min Aufbauerfahrung, gestern einmal Kreis manuell Malen (mit Marker in der Spindelaufnahme) und das vielleicht 60minütige Probefuschen als Erfahrung vorhanden. Dazu natürlich ein bisschen Software angucken und Rumprobieren an den letzten drei Abenden (auf die bestellte Frässspindel warten hat ja den Vorteil, dass man nicht gleich SOFORT nervös losfräsen kann ;-)
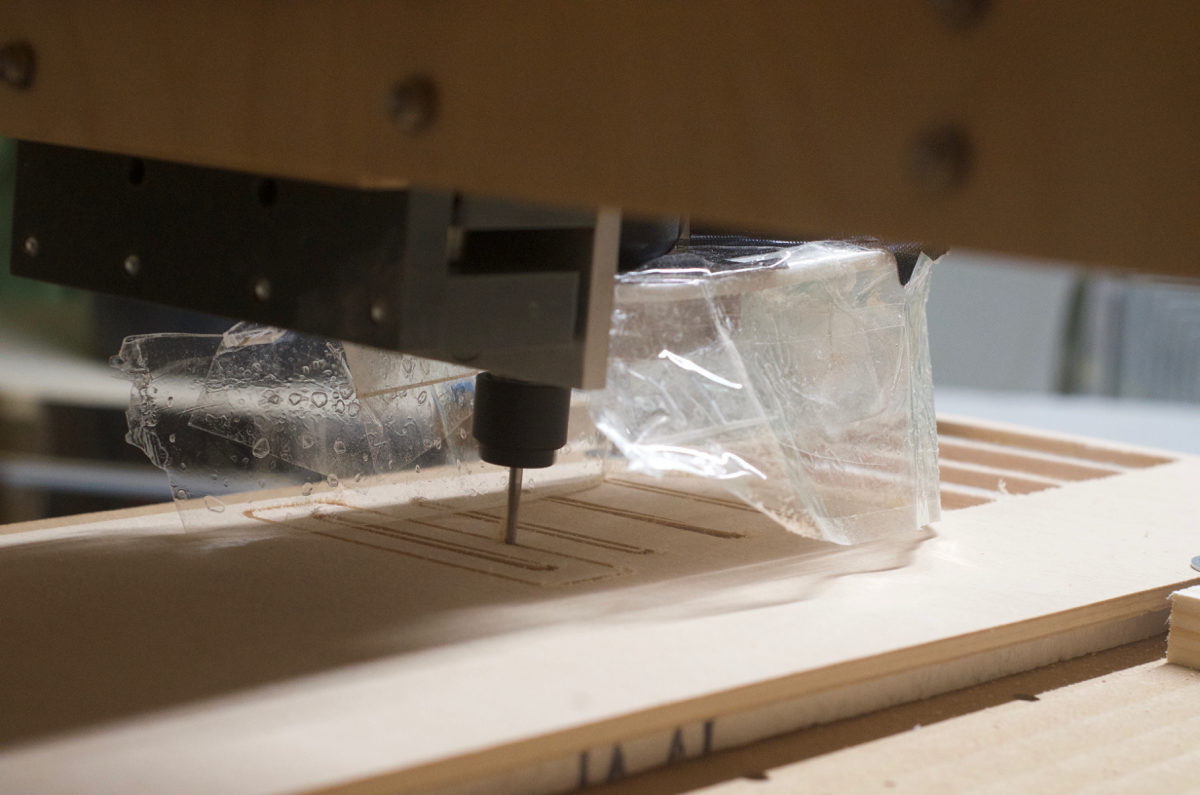
Blick hinter die Absaugungskulissen ;-)
Dafür ist es, wie ich finde ein cooles Ergebnis. Da geht was in der nächsten Zeit und eine richtige Fräse lässt sicherlich nicht lange auf sich warten … ok, nen paar Monate werden es schon ;-). Ich kann mich mit der Fuschfräse erstmal austoben. Als nächstes ist mal Masshaltigkeit dran, ich werde testen.
Die ersten Erfahrungen sind:
Komplettpackage zu Anfang hilft, man kann sich auf den Workflow konzentrieren und nicht auf den Bau
Es muss nicht das High-End Teil sein, und ja Steif usw ist für harte Materialien unverzichtbar. Buche geht aber auch mit Wackelig und krumm ;-)
Manuelles Verfahren und rumspielen mit Werkstücknullpunkten hilft das Konzept Maschinenkoordinaten, Werkstückkoordinaten, verfahrwege und Geschwindigkeiten zu verstehen
Mit Stift (anstatt Spindel) Probefahrt machen ist etwas mehr zum Gucken als Luftfahrten ganz ohne sichtbares Ergebnis
Mit dickeren Fräsern anfangen. Bei mir war es 2mm Fräser und die hab ich alle abgebrochen ;) – Grund: 1) Spindel nicht an, da Spindelsteuerung nicht verstanden // 2) Versucht während des Fräsens die Werkstückarretierung umzubasteln, da ich Angst hatte das Diese vom Fräser berührt wird und natürlich traf der Fräser dann auf meinen Imbusschlüssel // 3) Keine Ahnung, brach beim Fräsen ab – hab dann mit 3mm gefräst, alles fein
Die Holzspahnbelastung ist für nen Oberfräsenfuscher gar nicht so hefftig. War mir schon klar, das kleinere Fräsdurchmesser weniger Spähne produzieren, doch bin ich positiv überrascht
Weniger Spähne schützen vor Spahnabsaugung nicht ;) Vor der zweiten Fräsung hab ich mir ne Absaugung aus hauptsächlich Tesaklebeband gefuscht. Kann man schön durchgucken und hat für eine 5min Lösung ne super Absaugleistung.
Anbindungen beim CAM sind wichtig und dürfen nicht zu klein gewählt werden (Anbindungen sind kleine Stellen, die nicht komplett ausgefräst werden, damit das ausgefräste Stück nicht ohne Verbindung zum festgespannten Material ist (das Frässtück fliegt sonst raus und wird sicherlich beschädigt)) // Bei mir hat sich Materialdicke minus ein Millimeter & 1 Millimeter breit als ganz brauchbar ergeben.
Kleine Innenausfräsungen (zB in den Buchstaben) kann man auch ohne Anbindungen machen, die fliegen dann halt raus.
Mit Fixierpunkten des Materials ist es wie mit Zwiebeln, Hubraum und Schraubzwingen: Mehr hilft mehr – mein 6mm Buchebrett hat sich an einer nicht fixierten Stelle etwas nach oben gewölbt und so ging die Fräse nicht komplett durchs Holz. Trotz Frästiefe Materialstärke+0,2mm.
Wenn sich das Material nach oben wölbt ist die Fräsung ggf nicht komplett durch // Mehr Punkte festspannen ist angesagt!Unten zwischen „&“ und „S“ erkennt man eine Anbindung. Materialstärke minus 1mm, damit das Frässtück mit dem Werkstück verbunden bleibt.
Verwendete Tools für den Workflow:
CAD; also das Zeichnen des gewünschten Teils: Affinity Designer (Mac)
CAM; also aus der 2D Zeichnung CNC Befehle machen und festlegen wo, was wie tief gefräst werden soll: Estclam (Windows)
CNS Steuerung; also das Programm, welches die CNC Befehle dann an die CNC Machine weitergibt: Mach3, Uraltversion (Windows XP)
Gegenüber dem Design für den 3D Drucker ist bei der CNC-Fräse kein wirkliches 3D Design notwendig (Dafür nehme ich ja Blender (Mac), bin nebenbei noch auf der Suche nach etwas geeigneterem für meine Zwecke) – zumindest nicht wenn man einfach Teile ausfräsen möchte. Eine beliebige 2D Zeichnung ist ausreichend, die Frästiefe wird dann in der CAM Software festgelegt. Diese muss natürlich das Format (Vector) der 2D Zeichnung lesen können.
Wisst ihr ja schon: Sarah & Sven – aber nu isses auch in Stein gemeisselt .. äh in Holz gefräst ;) Übrigens: Das Vorspiel hierfür ist das Feine/Neue .. die Fräsung selbst … pfff .. ;)
Oh ja, ich werde noch viel Spass und Fluch mit der Maschine haben – ich freu mich drauf. Wie kann man eigentlich ohen CNC Maschine leben? Ich hab keine Ahnung, wie ich ohne sooooo alt werden konnte.